Одним из популярных методов внешней и внутренней обработки цилиндрических или конических предметов является шлифование. В этом процессе используются абразивные инструменты, которые создают поверхность с небольшой шероховатостью. Отдельные устройства различаются по конструкции, в том числе по способу крепления деталей. Этот критерий делит шлифовальные машины на бесцентровые и центровые.
Что такое шлифовка?
Шлифовка обычно является последней операцией в технологическом процессе. Она предназначена для уменьшения шероховатости, а также для повышения точности размеров заготовки после таких операций, как фрезерование или токарная обработка. Этот процесс требует использования специализированных станков, которые гарантируют высокую эффективность, воспроизводимость и точность обработки.
Шлифовальные станки бывают разных форм, благодаря чему их можно легко адаптировать к специфике обрабатываемых деталей. К их основным элементам относятся шлифовальные круги из корунда, бора или алмаза.
Усовершенствованная абразивная обработка также позволяет эффективно формировать цилиндрические и конические поверхности, то есть объекты с вращающимися формами.
Универсальные станки справляются со сталью, чугуном или цветными металлами как в единичном, так и в серийном производстве. Неудивительно, что шлифовальные машины так широко используются в промышленной сфере.
Центровые и бесцентровые шлифовальные машины
Шлифовальные станки различаются способом зажима заготовок в станке.
Бесцентровые модели имеют фиксированную опору, что позволяет удерживать ось заготовки в неизменном положении. Такая простая система позволяет обрабатывать материалы большой длины и малого диаметра.
Центрошлифовальные станки, как следует из названия, позволяют размещать изделие в центрах передней и задней бабки. Благодаря продуманным ручкам они идеально подходят для точной формовки коротких предметов.
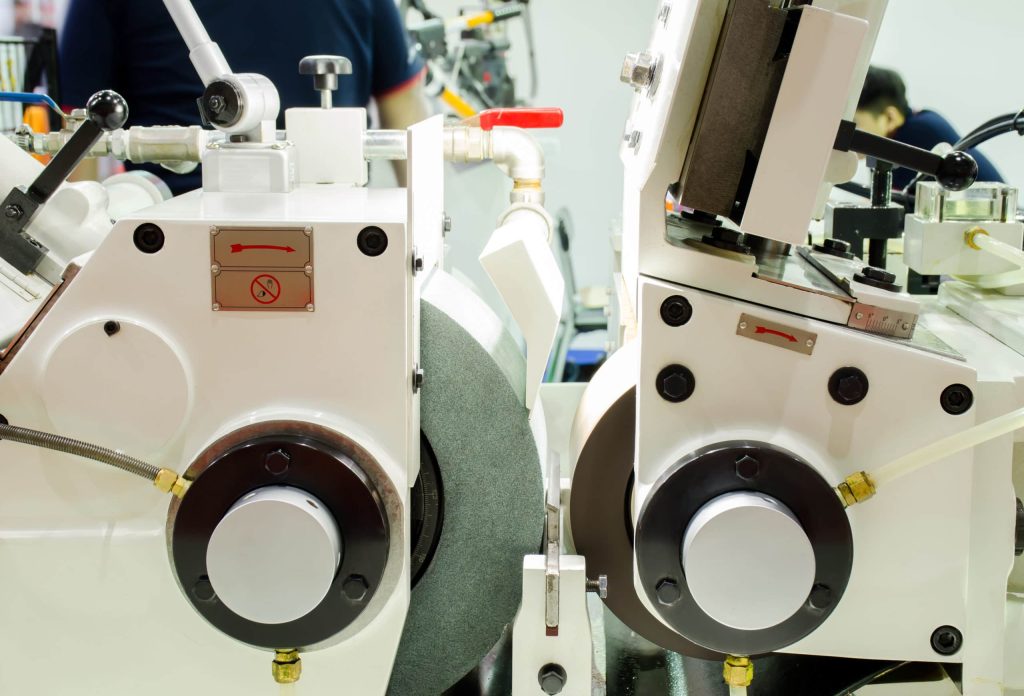
Эксплуатация центрошлифовальных машин
Во время работы центрошлифовального станка в движение приводится не только заготовка, но и шлифовальный круг. В зависимости от направления его действия различают несколько способов обработки. По мнению специалистов, для быстрой отделки гладких поверхностей значительной длины лучше всего использовать продольное шлифование. Если речь идет о деталях, не превышающих 200 мм, то применяется врезное шлифование, при котором шлифовальный круг совершает радиальную подачу, перпендикулярную фасонному валу.